La fabrication du verre de Murano : comment se façonne la plus ancienne tradition verrière ?
Avec un vocabulaire précis, des outils inchangés depuis le Moyen Âge et une équipe coordonnée, la fabrication du verre de Murano est un savoir-faire emprisonné et jalousement gardé sur l’île depuis 1000 ans.
Une fabrication résultant d’un processus en 4 grandes phrases : la fusione (la fusion), la formatura (le formage), la ricottura (le recuit) et la finitura (la finition).
Composition, lexique, outils, processus, techniques signatures : à la fin de cet article, vous aurez visualisé, étape par étape, ce qui se passe réellement dans un atelier de Murano, comme si vous y étiez.
Et pour connaître les origines, l’histoire complète ou les grandes familles, consultez notre guide complet sur le verre de Murano.
Table des matières
Avant de plonger dans les étapes : le lexique de la fabrication du verre de Murano à connaître
Comme chaque corps de métier, la fabrication du verre de Murano possède son propre vocabulaire (parfois proche de celui de la fabrication du cristal), inchangé depuis des siècles.
Au cours de l’article, nous utilisons régulièrement ces termes. Alors, les comprendre vous aidera à comprendre la suite (et aussi à passer pour un vrai connaisseur ;)).
Voici les termes clés à retenir :
Sourcés, validés et traduits depuis le glossaire du Museo del Vetro et du glossaire officiel rédigé par Angelo Barovier en 1996.
Canna da levar (ou “Canna da supiar”) :
La canne à prélèvement, c’est l’outil de base du verrier, avec lequel il prélève la masse en fusion dans le four. Tube métallique creux d’environ 1,40m de long, inventé par les verriers syriens dans la 2ème moitié du Ier siècle av. J.-C.
Pontello (le pontil / puntello) :
Tige de fer pleine qui sert à reprendre la pièce par le dessous une fois la canne retirée, pour finir le haut de l’objet.
Borsella :
Considérée comme « l’extension de la main du maître verrier », cette pince de fer est comparable au pinceau d’un peintre. Il en existe plusieurs formes selon le besoin : “da siegar” sont des pinces pour serrer ou ouvrir, “da pissegar” ou “da rigadin” qui sont des pinces imprimant un motif tel que les nervures des feuilles ou la forme des pétales de fleurs. Avec la canne, les pinces sont l’outil principal du maître.
Bronzin :
Signifiant “marbre” en français, c’est la plaque de fer (autrefois en marbre ou bronze) sur laquelle le verrier roule le “bolo” pour lui donner une forme cylindrique ou en poire. L’opération s’appelle marmorizar.
Bolo :
Terme muranais pour décrire la masse de verre fondu prélevée du creuset au bout de la canne. En français, on parlera souvent de “paraison” une fois soufflée.
Scagno :
Banc du maître verrier, muni de deux accoudoirs appelés “bardelle”, sur lesquels il fait rouler la canne pendant qu’il façonne l’objet.
Paletta :
Palette en bois ou en fer, maintenue dans l’eau pour ne pas brûler, qui sert à aplanir les surfaces pendant la rotation.
Forbici / Tagianti :
Ciseaux & cisailles utilisés pour couper le verre à chaud.
Baloton :
Moule métallique à pointes pyramidales qui imprime au verre un motif en losange (effet « diamant »).
Serva :
Trépied en fer qui soutient l’arrière des cannes et pontils pendant le travail.
Cròzzola :
Sorte de pelle utilisée pour “écumer” la surface du verre en fusion dans les creusets et retirer les impuretés qui remontent à la surface.
Fornace :
Le four principal (la fournaise en français). Historiquement alimentés au bois, on utilise aujourd’hui le gaz méthane. Ce terme peut aussi parfois être utilisé pour décrire grossièrement l’atelier dans lequel on fabrique le verre de Murano. Raison pour laquelle vous pouvez régulièrement voir “La fornace” sur les sites italiens.
Crogiolo :
En français “creuset / pot”, c’est le récipient réfractaire placé dans le four où fond le mélange vitrifiable. D’où l’expression « four à pot ».
Croisiol :
Petit creuset pouvant contenir environ 8 à 10kg de verre fondu.
La bocca :
Ouverture du four par laquelle on prélève et réchauffe le verre en cours de travail. Elle reste fermée pendant la phase de fusion.
Calchera :
Four à réverbération utilisé autrefois pour chauffer le mélange à 700-800°C et obtenir la “frit”. Le four était ainsi conçu de manière à ce que la voûte du four réfléchisse la chaleur des flammes vers le sol pour maintenir cette température.
Tempera :
Four de recuit, où la pièce refroidit lentement pour ne pas se briser.
Farassa :
Plateau carré en fer sur lequel sont placées les pièces dans ce four de recuit.
Levata :
Action de prélever le bolo dans le creuset. C’est ce qu’on appelle en français “le cueillage”.
Marmorizar :
Action consistant à rouler le verre sur le bronzin.
Mariegola :
Provenant du latin “matricola”, c’était le texte historique régissant le statut et les membres de la corporation des verriers sous la République de Venise. Le “règlement” officiel en quelque sorte.
Ce lexique n’est évidemment pas exhaustif et se concentre sur les termes clés. Pour le vocabulaire complet du verre de Murano, consultez notre glossaire dédié.
L’avant-fabrication : la composition du verre de Murano
Étape précédent la fabrication, mais tout aussi importante : le mélange des composants principaux du verre de Murano.
Une étape tellement importante que chaque verrerie digne de ce nom possède sa propre recette, qu’elle garde précieusement secrète (on en parle un peu plus bas.
Concernant les composants, 3 principaux sont à connaître :
1er composant : le vitrifiant (sable de silice, SiO₂)
Représente ~70% du mélange, c’est lui qui forme le verre une fois fondu. À noter : autrefois, le sable utilisé provenait de la lagune (dû à sa pureté). Mais aujourd’hui, les verriers de Murano utilisent en grande partie le sable de Fontainebleau en région parisienne, réputé pour sa blancheur, sa finesse et la régularité de ses grains.
2ème composant : le fondant (soude, Na₂CO₃)
Utilisé d’abord pour abaisser la température de fusion. Pourquoi ? Parce que la silice pure fond à ~1670°C, ce qui devient vite coûteux en énergie. La soude permet ainsi de descendre à des températures plus acceptables, oscillant aux alentours des ~1400°C. La soude est aussi utilisée parce qu’elle rend la matière plus malléable à chaud (atout décisif pour le travail artistique qui a fait la renommée du verre de Murano). Contrairement au cristal de bohême par exemple, contenant lui de la potasse, qui facilite le travail à froid (et ainsi, les splendides tailles qui ont fait sa renommée).
3ème composant : le stabilisant (chaux, CaCO₃)
On ajoute ensuite un peu de chaux, ce qui augmente la résistance et la durabilité du verre.
Certaines sources mentionnent aussi l’utilisation de “Fango Di Barena” : argile provenant des fonds de la lagune, utilisée comme matériau antiadhésif pour le verre chaud. Mais les 3 composants principaux restant la silice, la soude et la chaux.
Il y a ainsi deux différences majeures à noter avec la composition du cristal :
La première, étant que le verre de Murano est un verre sodo-calcique (dit « sodique »), c’est-à-dire à base de soude et non de potasse.
La seconde est que le verre de Murano ne contient PAS de plomb, différence fondamentale avec le cristal qui en contient historiquement 24% minimum pour s’appeler cristal (même si cela risque de changer…).
Conséquence directe :
Le verre de Murano est moins « sonore » et un peu moins réfractaire que le cristal (= il “joue” beaucoup moins bien avec la lumière). Mais en contrepartie, il offre des couleurs plus vives, une lumière plus chaude et une malléabilité incomparable à chaud. Des différences qu’on détaille dans notre article principal.
💡 Info bonus pour votre culture scientifique :
Contrairement au métal, le verre n’a pas de température de fusion précise, c’est-à-dire qu’il passe progressivement d’un état rigide à un état plastique sur une plage de températures variée. C’est cette particularité physique qui rend tout le métier possible et qui explique pourquoi le maître verrier doit « sentir » la matière.
Comment obtient-on les couleurs, élément indissociable du verre de Murano ?
On l’a dit : le verre de Murano offre des couleurs vives et chaudes incomparables.
Mais alors, combien les obtient-on ?
Eh bien d’une façon similaire à celle du cristal coloré, puisqu’elles sont obtenues par teinture dans la masse. Autrement dit, on ajoute de faibles quantités d’oxydes métalliques colorants pendant la fusion. Et pour les verres opales, on ajoute des opacifiants.
Même si la couleur finale dépend de plusieurs factures (qu’on explique dans la section juste après), voici un tableau récap des correspondances couleurs ↔ oxydes :
| Couleur | Agents colorants |
|---|---|
| Bleu 💙 | Oxyde de cobalt |
| Vert/rouge (selon l’état) 💚❤️ | Oxyde de cuivre |
| Violet 💜 | Oxyde manganèse |
| Rose rubis 🩷 | Or |
| Jaune-orangé à rouge 💛🧡❤️ | Sélénium |
| Blanc opaque 🤍 | Oxyde d’étain |
La recette secrète… pourquoi chaque verrerie à la sienne ?
Juste au-dessus, on vous a fourni un tableau récap des correspondances approximatives entre oxydes métalliques et couleurs obtenues.
Pourquoi “approximatives” ?
Parce qu’en réalité, la couleur finale dépend de multiples variables : dosage des oxydes, four utilisé, température et durée de fusion, nature du sable.
Des variables consignées dans des “recettes de couleurs” propres à chaque atelier et transmises de génération en génération. Des recettes jalousement gardées de père en fils. Et on les comprend ! Puisqu’après tout, les couleurs du verre de Murano ont fortement participé à sa réputation. Ainsi, conserver les recettes secrètes, c’est conserver ce savoir-faire local au sein de la famille.
Et c’est ce qui explique que même les industriels les mieux équipés ne parviennent pas à reproduire les couleurs à l’identique : ils se trahissent souvent par des couleurs ternes ou uniformes.
La fabrication générale du verre de Murano, en 7 étapes
Maintenant que vous connaissez le vocabulaire du terrain et la composition de base, vous êtes prêts à passer à la fabrication ! Un savoir-faire 100% manuel, jamais industrialisé en +1000 ans d’histoire.
Un savoir-faire reposant sur une équipe organisée comme un véritable orchestre (dit « piazza » en muranais) :
– Le maître verrier (“Maestro”) dirige (il faut en moyenne 15 à 20 ans de métier pour devenir Maestro).
– Assisté de son servente (1er assistant) qui prélève et prépare la matière.
– Parfois de son serventino (2ème assistant).
– Et d’un garzon/garzonetto (l’apprenti).
Chacun a son rôle.
Chaque geste est synchronisé.
Et la moindre erreur de l’un d’entre eux peut détruire la pièce.
Un véritable travail d’équipe, souvent effectué en famille.
Étape n°1 : La fusion
À cette étape, le mélange vitrifiable (“frit”) est placé dans le crogiolo à l’intérieur de la fornace pour fondre pendant 12h à 24h autour de ~1400-1500°C.
C’est donc un processus long et nocturne : le mélange est souvent enfourné le soir et fond lentement pendant la nuit. Au petit matin, la température est abaissée vers ~1100°C pour la phase d’affinage (élimination des bulles, homogénéisation).
C’est également pendant cette phase que le verre est coloré grâce à l’ajout des oxydes.
Petit point histoire :
💡 Les anciens fours montaient seulement à 1000-1200°C, ce qui nécessitait une fusion allant de 4 à 5 jours.
Étape n°2 : Le cueillage ("la levata")
Après la fusion et l’abaissement de la température à ~1100°C, le verre est prêt à être cueilli.
Le Maestro (ou son servente) plonge ainsi sa canne par la “bocca” et prélève le “bolo” d’un mouvement de rotation continue (obligatoire pour ne pas que le verre coule).
Suite à ça, le Maestro réalise une première mise en forme sur le bronzin, en roulant le bolo pour l’homogénéiser (si vous avez suivi, c’est ce qu’on appelle la “marmorizar”).
Étape n°3 : Le soufflage et le façonnage
Après la première mise en forme réalisée, deux sous-étapes s’enchaînent :
D’abord, le soufflage :
Le verrier souffle dans sa canne pour insuffler de l’air et former une bulle creuse (la paraison) à partir de laquelle naîtra l’objet. Une étape qui se réalise soit à main libre, soit dans un moule et qui demande à la fois puissance, timing et précision. C’est à cette étape que les micros-bulles d’air peuvent être emprisonnées, l’un des critères les plus répandus pour reconnaître de l’authentique verre de Murano (mais pourtant, pas toujours très fiable…).
Ensuite, le façonnage :
Muni de ses outils (borsella, forbici, paletta) le Maestro assis sur son scagno étire, pince, ouvre, coupe la matière… tout en faisant rouler la canne sur les bras du banc.
C’est également à ce moment-là que s’effectue l’ajout des décors à chaud pour certaines techniques signatures comme les murrines, les feuilles d’or/argent, etc. Une section y est dédiée un peu plus bas.
Pour cette étape, la gestion de la température est cruciale.
Pourquoi ? Parce que si vous avez noté notre explication sur la différence métal/verre, vous savez que le verre ne reste malléable (et donc travaillable) que dans une fenêtre de temps étroite :
– 900-1100°C : plage idéale pour le soufflage et le formage principal.
– 800-900°C : finitions et ajout des éléments décoratifs.
– 700-800°C : limite basse de travail, le verre se rigidifie.
– <700°C : le verre devient trop rigide et risque de se fracturer au moindre stress. C’est pour ça que la pièce est réchauffée par la bocca pour rester travaillable.
Une étape impressionnante à voir lors des démonstrations, puisque c’est celle qui illustre le mieux le travail d’équipe : le maître façonne, le servente apporte une cueillée, le garzon réchauffe… tout est synchronisé dans une chorégraphie bien huilée.
Étape n°4 : Transfert de la canne au pontello
Une fois le corps de l’objet formé, il faut travailler le haut (l’ouverture d’un vase par exemple, ou les bords d’un verre).
Pour ça, on transfère la pièce de la canne au pontello : il est collé à chaud sous la base avant que la canne soit détachée d’un coup sec.
C’est à ce moment précis que la fameuse « cicatrice » apparaît sous la pièce, autre preuve du travail manuel. On en parle plus en détail dans notre article sur “comment reconnaître du verre de Murano”.
Après le transfert, le Maestro peut ainsi peaufiner les détails du haut de la pièce.
Étape n°5 : Le recuit ("ricottura")
Après tout ce travail à chaud (qui peut durer plusieurs heures, voire une journée entière) la pièce est placée dans un four de recuit, appelé tempera, pendant une nuit. Parfois jusqu’à 48h selon le type de pièce.
Pourquoi cette étape est cruciale ?
Parce que le verre étant mauvais conducteur, la pièce ne peut PAS refroidir à l’air libre. La surface refroidirait plus vite que le cœur, créant ainsi des tensions internes. Résultat ? La pièce se fissure, se brise, ou explose au moindre choc thermique. Soit directement, soit bien plus tard… dans vos mains. Vous comprenez donc l’importance de cette descente programmée.
Paradoxalement, c’est l’étape la plus longue et la plus “invisible” de la fabrication : pendant une démonstration, vous ne la verrez jamais (elle n’est pas très intéressante après tout).
Mais sans elle… aucune pièce ne survivrait.
Étape n°6 : Les finitions à froid
Contrairement au cristal, le travail à froid du verre de Murano est moins important et moins long. Mais nécessaire tout de même, avec 3 finitions :
1 : La molatura (meulage/polissage)
Il arrive que la base de la pièce soit meulée et polie pour effacer ou adoucir la marque du pontil et stabiliser l’assise.
2 : La gravure
Assez rares, mais certaines pièces d’exception sont gravées à la pointe de diamant ou à la roue. Une étape surtout présente dans la fabrication des miroirs vénitiens.
3 : Le reste
Comprenant : le lavage, le contrôle des dimensions, l’assemblage final pour les pièces complexes (par exemple un lustre, qui est assemblé bras par bras).
Étape n°7 : Le dernier contrôle qualité
Une fois la pièce totalement finie, lavée, assemblée… elle est contrôlée !
Une inspection finale qui demande de l’expérience, parce qu’on distingue ici les vrais défauts (rédhibitoires) et les imperfections artisanales ou les bulles d’air (acceptées et même valorisées).
Si la pièce possède un défaut rédhibitoire, elle est détruite sans vergogne.
Et si elle est validée, on lui appose l’étiquette du label “Vetro Artistico® Murano“, seule garantie officielle de l’authenticité d’une pièce en verre de Murano, reconnue par l’État italien. Une étiquette inviolable comprenant le N° de la verrerie productrice et le N° du produit, vérifiable directement via cette page.
Pour tout comprendre sur ce label, rendez-vous directement sur notre page catalogue dédiée au verre de Murano.
Bonus : La fabrication des techniques signatures
Maintenant qu’on a vu la fabrication générale, plongeons un peu plus en détail sur les gestes & méthodes qui façonnent les techniques signatures du verre de Murano, autre facteur de sa renommée mondiale, puisqu’elles ne sont maîtrisées qu’à Murano.
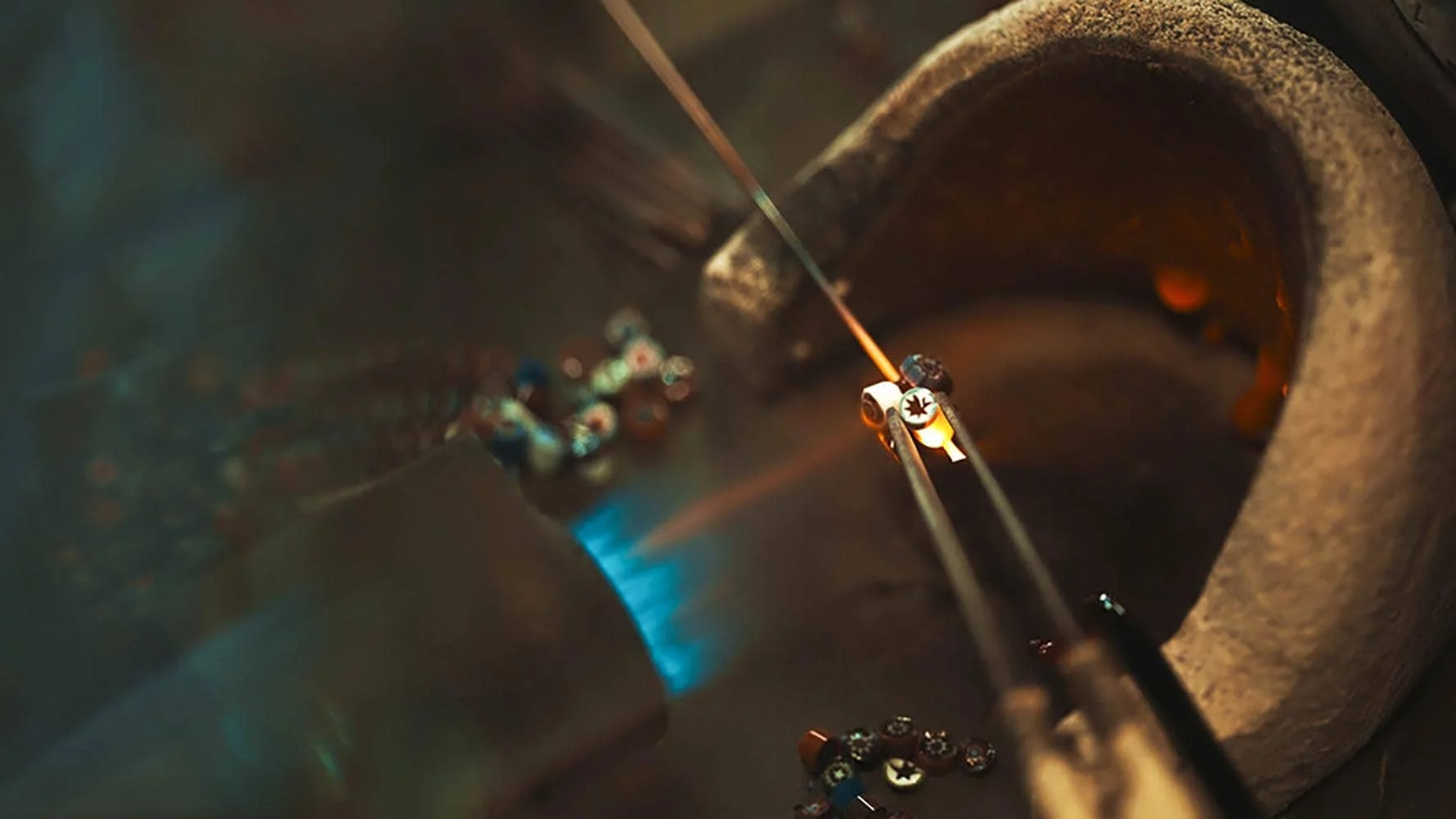
Le Murrine & Millefiori
Très populaires pour les bijoux ou même les vases, les Murrine sont créées en étirant une canne de verre multicouche (plusieurs couches de couleurs superposées autour d’un cœur).
Une fois refroidie, on coupe cette canne transversalement en fines rondelles : chaque tranche révèle ainsi le motif en coupe (les murrine). Un motif souvent de fleur ou d’étoile.
Ces rondelles sont ensuite disposées en mosaïque sur une plaque réfractaire, fusionnées à chaud, puis reprises à la canne et soufflées pour former l’objet final.
“Millefiori” signifiant littéralement « mille fleurs », désigne les motifs floraux ainsi obtenus.

La Filigrana (et ses déclinaisons : Reticello, Mezza Filigrana)
Pour la Filigrana :
On noie de fines baguettes de verre blanc opaque (lattimo) ou colorées dans une masse de verre transparent. Des cannes coupées en segments, alignées sur une plaque, puis réchauffées jusqu’à se « souder » et cueillies en forme de cylindre. Le verrier les laisse alors droites, ou les torsade par rotation. Au choix.
Pour le Reticello :
Même principe, mais on associe deux cylindres torsadés en sens inverse, ce qui forme un motif en filet emprisonnant une bulle d’air régulière dans chaque maille. C’est l’une des techniques les plus difficiles à maîtriser.

Le Sommerso
Superposition de plusieurs couches de verre (coloré et/ou transparent), obtenue en plongeant successivement la pièce dans des bains de verre en fusion. Résultat ? Un effet de profondeur et de couleurs “immergées” dans la masse. D’où le nom “sommerso”, signifiant “immergé” en français.

Le Cristallo
A ne surtout PAS confondre avec le cristal, le cristallo (qui ne contient, lui, PAS de plomb) est un verre d’une transparence quasi absolue, obtenu par purification et décoloration du mélange. On utilise notamment du manganèse comme décolorant.

Le Lattimo
Technique inventée pour concurrencer la porcelaine chinoise du XVème siècle dont les verriers n’avaient pas le secret, elle consiste à opacifier du verre pour obtenir un blanc laiteux imitant la porcelaine. Un effet obtenu notamment grâce à l’utilisation d’oxyde d’étain.

Le Calcedonio
Mélange de différents oxydes métalliques pour obtenir des veinures multicolores, imitant la calcédoine (une pièce semi-précieuse). Étant donné le caractère imprévisible de la technique (le résultat dépend des réactions chimiques à la fusion), les pièces façonnées avec cette dernière font partie des plus uniques.

L’Avventurina
Autre technique avec un résultat imprévisible, l’Avventurina consiste à incorporer de fines particules métalliques (cuivre souvent) dans la masse, qui cristallisent et scintillent ensuite en captant la lumière. Son nom vient de l’italien “a ventura” signifiant “aventure”, puisque le résultat est aléatoire. Même les plus grands maîtres verriers ne peuvent pas totalement le maîtriser, et sur 10 tentatives… seules quelques-unes réussissent.
L’Incalmo
Technique d’une difficulté extrême, qui repose sur l’assemblage à chaud de deux pièces (ou plus) soufflées séparément, de couleurs différentes, soudées par leurs bords de même diamètre. Pourquoi d’une difficulté extrême ? Parce qu’elle nécessite deux verriers synchronisés à la perfection, étant donné que chaque couleur réagit différemment à la chaleur (le noir ramollit vite, le blanc reste ferme). La synchronisation est donc indispensable pour éviter la fracture. Mais si elle est réussie, le résultat en vaut la peine : des zones de couleurs nettement distinctes sur un même objet.

Le Vetro a Ghiaccio (verre craquelé)
Pour cette technique, impressionnante à voir en démonstration, on plonge brièvement du verre incandescent dans l’eau froide. Le choc thermique crée des fissures superficielles, qu’on fige ensuite en réchauffant délicatement la pièce. Résultat ? Un effet craquelé splendide comme si la pièce allait exploser à tout moment. Un peu comme si vous marchiez sur un lac givré sur le point de céder.

La technique au chalumeau
Technique réservée aux petites pièces et aux bijoux de perles (appelés aussi perle a lume = perles à la flamme), cette technique se façonne à la flamme d’un chalumeau et non au four. À partir de baguettes de verre, le verrier ramollit avec le chalumeau avant de modeler la pièce avec des pinces. Un travail à main levée, sur des épaisseurs de quelques dixièmes de millimètre.
La Foglia Oro / Foglia Argente
Littéralement “feuille d’or / feuille d’argent”, cette technique offre l’une des finitions les plus prestigieuses. Pour ça, le verrier roule la “bolo” incandescente sur une feuille d’or 24 carats (ou d’argent) posée à plat. La chaleur permet aux deux d’adhérer facilement l’un à l’autre, avant de recouvrir le tout d’une seconde couche de verre transparent. Au façonnage, la feuille se craquelle et se disperse en micro-paillettes splendides. Comme pour ce vase “Aurum Argentum” de notre partenaire Fornacemian :

Combien de temps faut-il au total pour fabriquer une pièce en verre de Murano ?
Pour être honnête avec vous, il est quasiment impossible de donner une réponse fixe et définitive à cette question, tant la durée dépend du talent du Maestro, de la complexité de la pièce, de la technique utilisée, etc.
Mais comme nous savons que la réponse “ça dépend” a tendance à énerver, on vous a tout de même ajouté un tableau indicatif avec quelques chiffres :
⚠️ Ces chiffres sont des fourchettes indicatives et ne sont pas une vérité absolue.
⚠️ Et il faut obligatoirement ajouter à cela 12h à 48h de recuit, le séchage et l’assemblage des grandes pièces, puisque les pièces monumentales comme les lustres sont assemblées à partir de dizaines, voire centaines d’éléments soufflés séparément (bras, fleurs, pendeloques), ce qui étale naturellement la production sur une période bien plus longue.
| Type de pièce | Temps de fabrication INDICATIF |
|---|---|
| Bijoux | 1h à plusieurs h (+recuit) |
| Verre | 30min à 2-3h (+recuit) |
| Vase | 2h à 4-5h (+recuit) |
| Sculpture/pièce complexe | 1 à 3 jours (+recuit) |
| Lustre | Plusieurs jours à plusieurs semaines (+recuit & assemblage) |
C’est cette intensité de travail manuel, combinée au coût de l’énergie et des matières premières, qui explique en partie les prix de l’authentique verre de Murano.
Conclusion
Loin d’être simplement “souffler du verre”, la fabrication du verre de Murano est :
– Une chaîne de savoir-faire : composition secrète → fusion → cueillage → soufflage → pontil → recuit → finitions.
– Un travail d’équipe.
– Et surtout… un patrimoine vivant qui perdure depuis +1000 ans, ce qui en fait la plus ancienne tradition verrière encore en activité.
Une tradition verrière qui reste fragile, menacée par l’énergie coûteuse ou les contrefaçons. D’où l’importance cruciale d’acheter UNIQUEMENT des pièces authentiques.
Au-delà du fait que vous posséderez des pièces uniques au monde, que vous ne verrez jamais chez quelqu’un d’autre, symbole de prestige et de pouvoir ;
Vous participerez surtout à faire vivre et perdurer ce savoir-faire, dont les secrets sont emprisonnés sur une petite île de la lagune de -1,50km2.
Pour acheter des pièces authentiques, découvrez celles de nos verreries partenaires, toutes labellisées :
→ Verre de Murano (catégorie principale regroupant l’intégralité de nos pièces).
→ Vases en verre de Murano.
→ Lustres en verre de Murano.
→ Miroirs vénitiens.